สาระน่ารู้เกี่ยวกับการพิมพ์ออฟเซต
การควบคุมคุณภาพทางการพิมพ์ออฟเซต (6)
ดร.อนันต์ ตันวิไลศิริ
รองคณบดีฝ่ายวิชาการและวิจัย คณะเทคโนโลยีสื่อสารมวลชน มหาวิทยาลัยเทคโนโลยีราชมงคลธัญบุรี
[email protected]
ในการควบคุมคุณภาพงานพิมพ์ ค่าความเปรียบต่างงานพิมพ์ (Print contrast) หรือ คอนทราส เป็นค่าที่ใช้ในการบ่งบอกคุณภาพงานพิมพ์ หากภาพพิมพ์มีคอนทราสที่ต่ำ จะทำให้ภาพนั้นมีลักษณะขาดรายละเอียด ซึ่งทำให้ช่างพิมพ์หรือผู้ควบคุมการผลิตงานพิมพ์ ต้องมีความเข้าใจเรื่องค่าความเปรียบต่างงานพิมพ์ จะทำให้สามารถผลิตงานพิมพ์ได้อย่างมีคุณภาพ
ค่าความเปรียบต่างงานพิมพ์ (Print contrast)
ค่าความเปรียบต่างงานพิมพ์ หรือ คอนทราส เป็นค่าที่ใช้ในการตรวจสอบความคมชัดในการพิมพ์งาน เพื่อแสดงถึงความสามารถในการเก็บรายละเอียดของภาพในการผลิตงานพิมพ์ ค่าความเปรียบต่างงานพิมพ์ที่ดีจะต้องมีการควบคุมการทำแม่พิมพ์ ความละเอียดสกรีน ค่าความดำหรือเดนซิตี้ ให้เหมาะสมกับกระดาษหรือวัสดุที่ใช้พิมพ์ สำหรับการวัดค่าความเปรียบต่างงานพิมพ์นั้น โดยปกติจะทำการวัดค่าความดำของงานพิมพ์ก่อน (วัดที่บริเวณพื้นทึบของงานพิมพ์, พื้นที่บริเวณ 100%) และทำการวัดค่าความดำของพื้นที่สกรีนที่ 75% หรือ 80% หลังจากนั้นเครื่องมือวัดจะทำการคำนวณค่าความเปรียบต่างงานพิมพ์ ตัวอย่างการหาค่าความเปรียบต่างงานพิมพ์ จะสามารถแสดงในรูปที่ 1-5 ตามลำดับ

รูปที่ 1 ภาพพิมพ์ที่พิมพ์ด้วยค่าความดำที่ 0.95 (วัดที่บริเวณพื้นทึบของงานพิมพ์) และค่าความดำของพื้นที่สกรีนที่ 75% อยู่ที่ 0.61 ค่าความเปรียบต่างงานพิมพ์จากการคำนวณจะเท่ากับ 37.11%

รูปที่ 2 ภาพพิมพ์ที่พิมพ์ด้วยค่าความดำที่ 1.53 (วัดที่บริเวณพื้นทึบของงานพิมพ์) และค่าความดำของพื้นที่สกรีนที่ 75% อยู่ที่ 0.77 ค่าความเปรียบต่างงานพิมพ์จากการคำนวณจะเท่ากับ 49.67%

รูปที่ 3 ภาพพิมพ์ที่พิมพ์ด้วยค่าความดำที่ 1.98 (วัดที่บริเวณพื้นทึบของงานพิมพ์) และค่าความดำของพื้นที่สกรีนที่ 75% อยู่ที่ 0.87 ค่าความเปรียบต่างงานพิมพ์จากการคำนวณจะเท่ากับ 56.06%

รูปที่ 4 ภาพพิมพ์ที่พิมพ์ด้วยค่าความดำที่ 2.27 (วัดที่บริเวณพื้นทึบของงานพิมพ์) และค่าความดำของพื้นที่สกรีนที่ 75% อยู่ที่ 1.23 ค่าความเปรียบต่างงานพิมพ์จากการคำนวณจะเท่ากับ 45.81%

รูปที่ 5 ภาพพิมพ์ที่พิมพ์ด้วยค่าความดำที่ 2.47 (วัดที่บริเวณพื้นทึบของงานพิมพ์) และค่าความดำของพื้นที่สกรีนที่ 75% อยู่ที่ 1.83 ค่าความเปรียบต่างงานพิมพ์จากการคำนวณจะเท่ากับ 25.91%
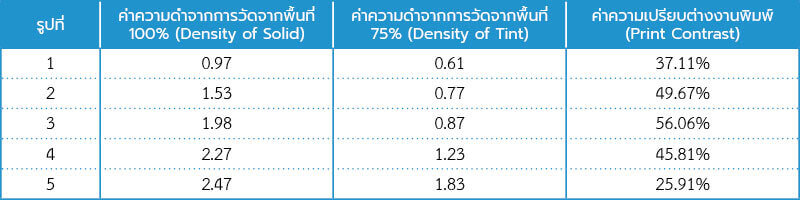
จากรูปที่ 1 – 5 จะสามารถสรุปค่าความดำจากการวัดจากพื้นที่ 100% พื้นที่ 75% และค่าความเปรียบต่างงานพิมพ์ ได้ดังตารางที่ 1
ตารางที่ 1 ค่าความเปรียบต่างงานพิมพ์ของภาพพิมพ์ที่พิมพ์ด้วยค่าความดำที่แตกต่างกัน
และสามารถแสดงผลในรูปแบบกราฟได้ดังต่อไปนี้
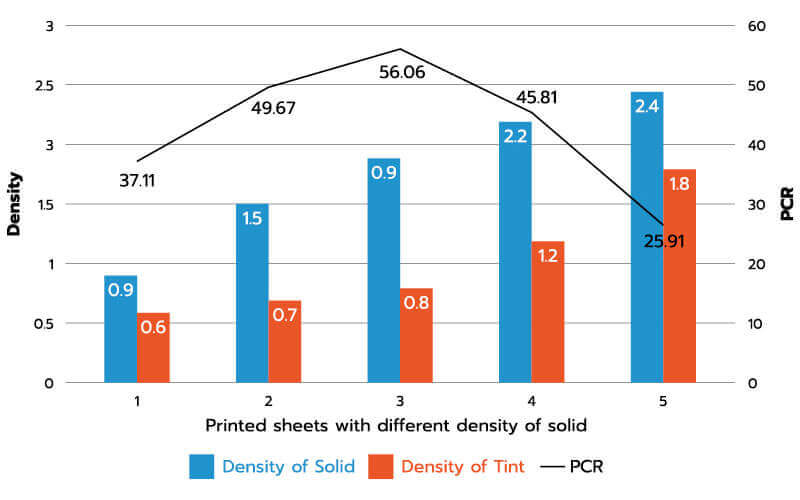
รูปที่ 6 แสดงค่าความเปรียบต่างงานพิมพ์ที่แตกต่างกันจากการพิมพ์งานด้วยค่าความดำที่ต่างกัน
จากตารางและกราฟ จะสามารถสังเกตได้ว่า การพิมพ์งานด้วยค่าความดำที่น้อยเกินไปจากค่ามาตรฐาน (รูปที่ 1 และ 2) หรือการพิมพ์งานด้วยค่าความดำที่มากเกินไปจากค่ามาตรฐาน (รูปที่ 4 และ 5) จะส่งผลต่อคุณภาพงานพิมพ์ โดยภาพพิมพ์ที่พิมพ์ด้วยค่าความดำที่ไม่ได้มาตรฐาน จะทำให้ภาพพิมพ์นั้นสูญเสียรายละเอียดของภาพไป ตัวอย่างเช่น ในการพิมพ์งานด้วยค่าความดำที่น้อยเกินไป ส่วนบริเวณที่เป็นเงาของภาพจะได้สีที่ไม่เข้มเพียงพอ สามารถสังเกตได้จากรูปที่ 1 และ 2 บริเวณเงาในช่องหน้าต่างของโบสถ์ ในขณะเดียวกัน การพิมพ์งานด้วยค่าความดำที่มากเกินไปจากค่ามาตรฐาน รายละเอียดของภาพก็จะขาดหายไป ตัวอย่างเช่น รายละเอียดของหลังคาในรูปที่ 4 และ 5 ที่กลายเป็นพื้นทึบ ไม่สามารถแสดงรายละเอียดของหลังคา เนื่องจากการพิมพ์งานด้วยค่าความดำที่สูงเกินไป
จากกราฟที่แสดงค่าความเปรียบต่างงานพิมพ์ จะสังเกตได้ว่า ค่าความเปรียบต่างงานพิมพ์จะมีค่าน้อย จากการพิมพ์งานด้วยค่าความดำที่น้อย และมีค่ามากขึ้นตามลำดับ เมื่อพิมพ์งานด้วยค่าความดำที่สูงขึ้น จนถึงค่าความดำมาตรฐานในการพิมพ์งาน และหลังจากนั้นเมื่อพิมพ์งานด้วยค่าความดำที่มากขึ้น เกินค่ามาตรฐาน ค่าความเปรียบต่างงานพิมพ์ก็จะลดลงตามลำดับ ดังนั้นจะสามารถสรุปได้ว่า ค่าความเปรียบต่างงานพิมพ์ที่ดี จะมาจากการพิมพ์งานด้วยค่าความดำที่เหมาะสม หรือค่าความดำมาตรฐานที่ทางโรงพิมพ์ได้กำหนดขึ้น ในการผลิตงานพิมพ์บนวัสดุแต่ละประเภท
สำหรับค่าความเปรียบต่างมาตรฐานของการพิมพ์งานลงบนกระดาษเคลือบผิว จะมีค่ามาตรฐานดังต่อไปนี้
• สี Cyan มากกว่า 39%
• สี Magenta มากกว่า 41%
• สี Yellow มากกว่า 37%
• สี Black มากกว่า 43%
ค่าสีและการวัดสีทางการพิมพ์
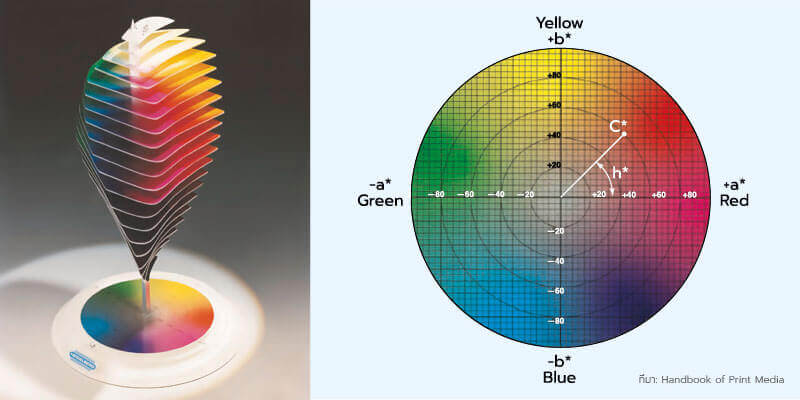
ในการควบคุมคุณภาพทางการพิมพ์ การผลิตสีงานพิมพ์เป็นสิ่งที่สำคัญมาก สีที่แสดงถึงสัญลักษณ์ของสินค้า หรือโลโก้ จะต้องมีการกำหนดค่าสีอย่างชัดเจน เพื่อกำหนดการควบคุมคุณภาพในการผลิตสีงานพิมพ์ ปัจจุบันเรามีการวัดสีในระบบสี CIE L*a*b* ซึ่งเป็นการแสดงสีในรูปแบบ 3 มิติ โดยค่า L* จะเป็นแกนตั้ง แสดงถึงค่าความสว่างของสี โดยถูกกำหนดในตัวเลขที่ 0-100 ซึ่งค่า 0 คือ ไม่มีความสว่างของสี และค่า 100 คือ สีขาว ในค่า a* และ b* จะแสดงถึงสีสันต่างๆ และความอิ่มตัวของสี โดยถูกกำหนดในตัวเลขที่ -100 จนถึง 100 ซึ่งจะแสดงค่าสีที่แตกต่างกันไป
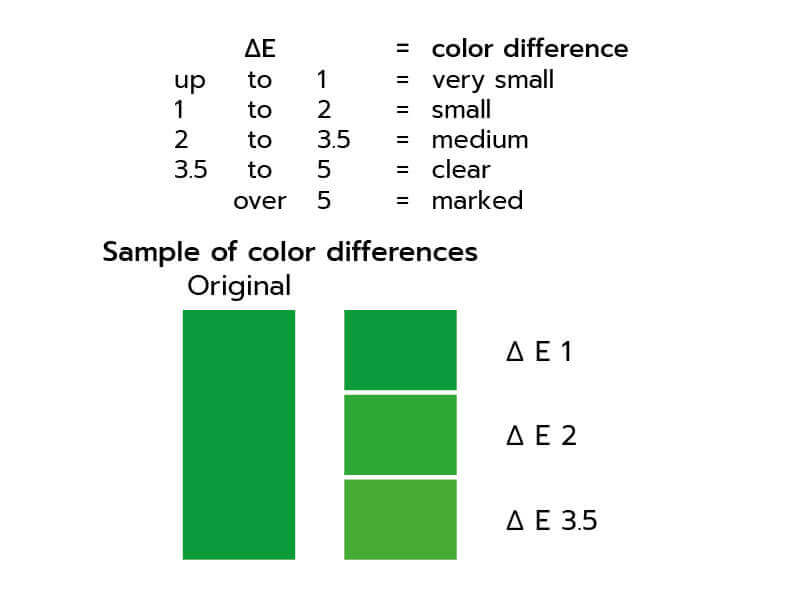
ในการควบคุมคุณภาพในการผลิตสีงานพิมพ์ นิยมใช่ค่าความแตกต่างสี หรือ เดลต้า อี เป็นสิ่งที่บอกความแตกต่างระหว่างสีของตัวอย่างงานที่ลูกค้าให้มากับงานพิมพ์ที่กำลังผลิต โดยจะมีการกำหนดดังต่อไปนี้
• ค่าความแตกต่างสีน้อยกว่า 1 เท่ากับ ค่าความแตกต่างสีน้อยมาก
• ค่าความแตกต่างสีน้อยกว่า 2 เท่ากับ ค่าความแตกต่างสีน้อย
• ค่าความแตกต่างสีน้อยกว่า 3 เท่ากับ ค่าความแตกต่างสีตามมาตรฐานโดยทั่วไป
• ค่าความแตกต่างสีมากกว่า 3 เท่ากับ ค่าความแตกต่างสีมาก