สาระน่ารู้เกี่ยวกับการพิมพ์ออฟเซต การควบคุมคุณภาพทางการพิมพ์ออฟเซต (2)
ดร.อนันต์ ตันวิไลศิริ
หัวหน้าสาขาวิชาเทคโนโลยีการพิมพ์และสื่อสารมวลชน
มหาวิทยาลัยเทคโนโลยีราชมงคลธัญบุรี
[email protected]
ในการควบคุมคุณภาพทางการพิมพ์ออฟเซต เครื่องมือวัดเป็นสิ่งที่สำคัญที่ใช้ในการบอกค่าต่างๆ อาทิเช่น ค่าความเข้มสี ค่าเม็ดสกรีนบวม ค่าการทับซ้อน ค่าสี เป็นต้น ค่าที่ได้จากการวัดจะเป็นสิ่งที่ทำให้ช่างพิมพ์ สามารถตัดสินใจในการทำงานได้สะดวกมากขึ้น และทำให้สามารถควบคุมคุณภาพทางการพิมพ์ได้ตามมาตรฐาน
เครื่องมือวัดค่าความดำและค่าสีทางการพิมพ์ (Spectrodensitometer)
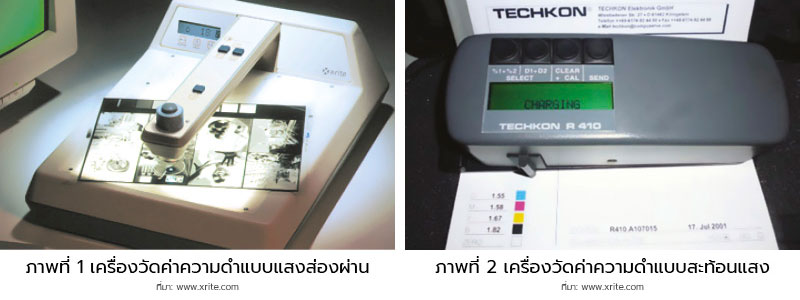
ในการควบคุมคุณภาพทางการพิมพ์ในยุคเริ่มต้น จะใช้เครื่องมือวัดค่าความดำเพียงอย่างเดียว โดยรู้จักกันในชื่อของ เครื่องเดนซิโตมิเตอร์ (Densitometer) เครื่องวัคค่าความดำจะใช้วัดค่าความดำหรือความเข้มของหมึกพิมพ์ (Density) เป็นหลัก เพื่อทำให้ช่างพิมพ์สามารถควบคุมการปล่อยหมึกพิมพ์ให้มีความหนาของชั้นฟิล์มของหมึกพิมพ์ที่เท่ากันหรือใกล้เคียงกัน เครื่องวัดค่าความดำในช่วงเวลานั้นจะมี 2 ประเภทด้วยกัน คือ เครื่องวัดค่าความดำแบบแสงส่องผ่าน ใช้สำหรับการวัดค่าความดำของฟิล์มแยกสีทางการพิมพ์ และเครื่องวัดค่าความดำแบบสะท้อนแสง ใช้สำหรับการวัดค่าความดำของหมึกพิมพ์
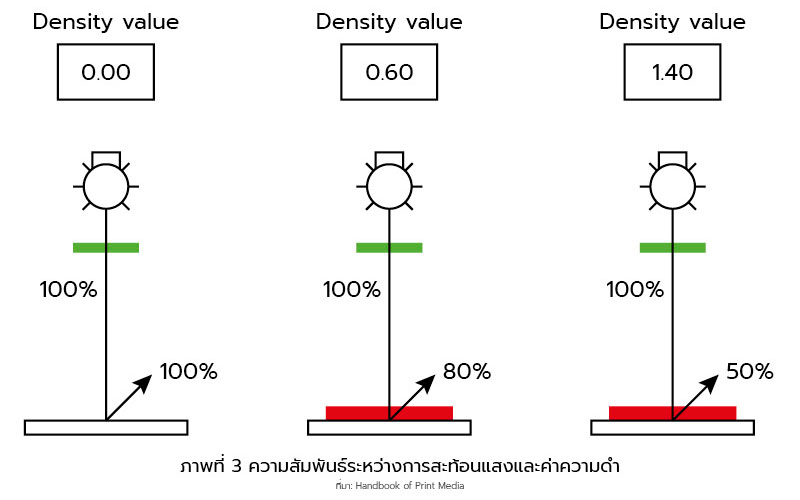
หลักการทำงานของเครื่องวัดค่าความดำนั้น จะใช้หลักการวัดค่าแสงที่ได้จากการส่องผ่านหรือสะท้อนของแสง ในภาพที่ 3 แสดงให้เห็นถึงความสัมพันธ์ระหว่างค่าการสะท้อนแสงและค่าความดำ จะสามารถสังเกตได้ว่า จากทางซ้ายมือของภาพ เมื่อแสงจากเครื่องมือวัด (100%) ตกกระทบลงบนกระดาษที่ไม่ได้ทำการพิมพ์ จะทำให้สามารถสะท้อนแสงได้ 100%* จากตรงกลางและด้านขวาของรูปจะแสดงให้เห็นว่า แสงจากเครื่องมือวัด (100%) ตกกระทบลงบนกระดาษที่มีหมึกพิมพ์ที่มีความหนาของชั้นหมึกพิมพ์แตกต่างกัน ทำให้ปริมาณการสะท้อนแสงได้จะมีความแตกต่างกัน หมึกพิมพ์ที่มีความหนาของชั้นหมึกพิมพ์ที่หนาจะทำให้แสงสะท้อนได้น้อยลง และทำให้ค่าความดำหรือค่าเดนซิตี้สูงขึ้นนั้นเอง เพราะฉะนั้นหลักการวัดค่าแสงที่ส่องผ่านหรือสะท้อนจากวัตถุ จึงได้ถูกนำมาใช้เป็นหลักการทำงานของเครื่องวัดค่าความดำ * ในการวัดค่าความดำในการปฏิบัติงานจริง กระดาษจะมีรูพรุนที่เกิดจากกระบวนการผลิตกระดาษ ทำให้เมื่อวัดค่าความดำของกระดาษจะมีค่าประมาณ 0.02 – 0.05
จากหลักการดังกล่าว ทำให้เครื่องวัดค่าความดำในยุคแรกเริ่มในการควบคุมคุณภาพทางการพิมพ์ ไม่สามารถใช้วัดค่าสีได้ เนื่องจากสามารถบอกได้เพียงค่าความดำที่เกิดจากความหนาของชั้นหมึกพิมพ์ที่พิมพ์บนกระดาษ แต่สาเหตุที่เครื่องวัดค่าความดำสามารถแสดงผลเป็นค่าความดำของสี C M Y และ K ได้ จะมาจากหลักการของสีคู่ตรงกันข้าม ที่นำมาผลิตเป็นฟิลเตอร์ R G B และใช้ในการแสดงผลนั้นเอง
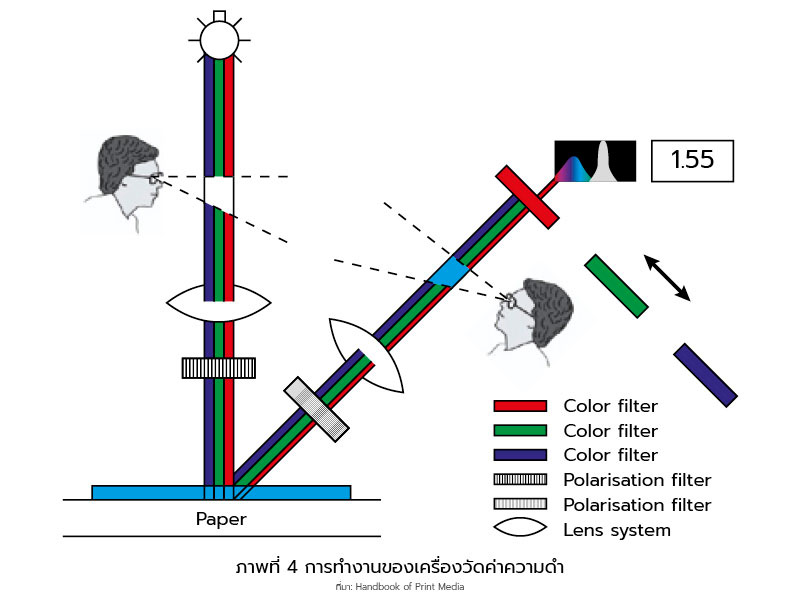
จากภาพที่ 4 แสดงให้เห็นว่า หมึกพิมพ์สีฟ้าจะเป็นสีคู่ตรงข้ามกับสีแดง ทำให้เครื่องมือวัดที่ใช้ฟิลเตอร์สีแดงในการรับแสงจะสามารถประเมินผลได้ว่าเป็นสีใดในการวัด เพราะฉะนั้นเครื่องวัดค่าความดำจะไม่สามารถนำมาใช้วัดสีได้ จะวัดได้เพียงความหนาของชั้นหมึกพิมพ์ในการพิมพ์เท่านั้น ดังนั้นในช่วงแรกของการควบคุมคุณภาพทางการพิมพ์จึงทำได้เพียงตรวจสอบความหนาของชั้นหมึกพิมพ์ การเกิดเม็ดสกรีนบวม การทับซ้อนกันของหมึกพิมพ์ เป็นต้น สำหรับการวัดสี ในอดีตจำเป็นต้องใช้เครื่องวัดสีโดยเฉพาะ ที่รู้จักกันในชื่อของ เครื่องสเปกโตรโฟโตมิเตอร์ (Spectrophotometer) ซึ่งได้ถูกออกแบบมาในการวัดสีของวัตถุที่แตกต่างกัน มีทั้งวัดสีงานพิมพ์และวัดของเหลวต่างๆ ทำให้การวัดค่าความดำและค่าสี จำเป็นต้องใช้เครื่องมือวัดถึง 2 ตัว ปัจจุบันเครื่องมือวัดในการควบคุมคุณภาพทางการพิมพ์ได้ถูกออกแบบและพัฒนา ทำให้สามารถใช้งานในการวัดและควบคุมคุณภาพทางการพิมพ์ได้สมบูรณ์มากยิ่งขึ้น โดยจะรู้จักกันในชื่อ เครื่องวัดค่าความดำและค่าสี หรือเครื่องสเปกโตรเดนซิโตมิเตอร์ (Spectrodensitometer) ดังแสดงในภาพที่ 5

เครื่องวัดค่าความดำและค่าสีในปัจจุบัน จะสามารถวัดค่าความดำ ค่าการเกิดเม็ดสกรีนบวม ค่าความเปรียบต่างงานพิมพ์ ค่าการทับซ้อนของหมึกพิมพ์ ค่าสีในโหมดต่างๆ เช่น CIE L*a*b*, L*c*h เป็นต้น ทำให้การควบคุมคุณภาพทางการพิมพ์สามารถทำได้สะดวกมากยิ่งขึ้น โดยจะมีเมนูต่างๆ เพิ่มเข้ามา เช่น การเปรียบเทียบค่าสีของตัวอย่างงานพิมพ์กับงานพิมพ์ที่พิมพ์ได้ โดยจะคำนวณค่าความแตกต่างสีหรือ เดลต้า อี (Delta E) ทำให้ช่างพิมพ์และเจ้าของงาน สามารถเปรียบเทียบค่าสีงานพิมพ์ ทำให้เกิดการสื่อสารในเรื่องสีของงานพิมพ์ได้อย่างถูกต้อง
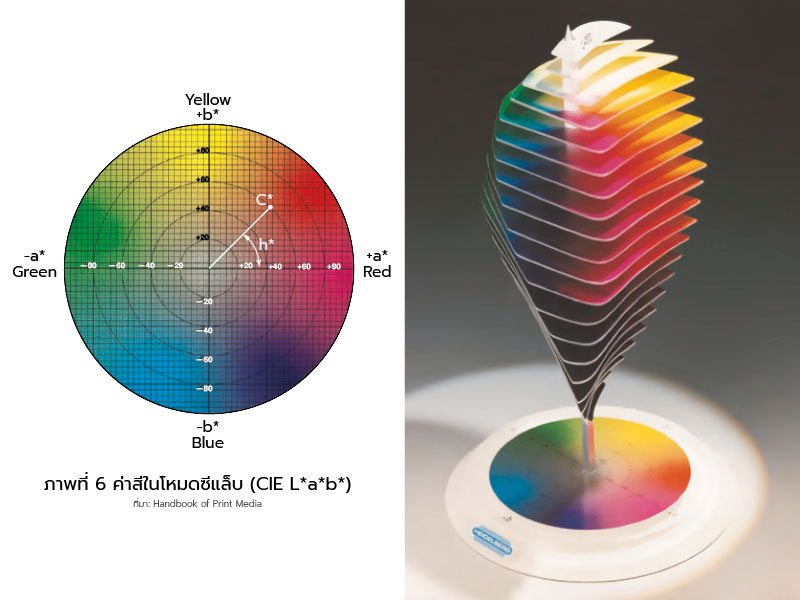
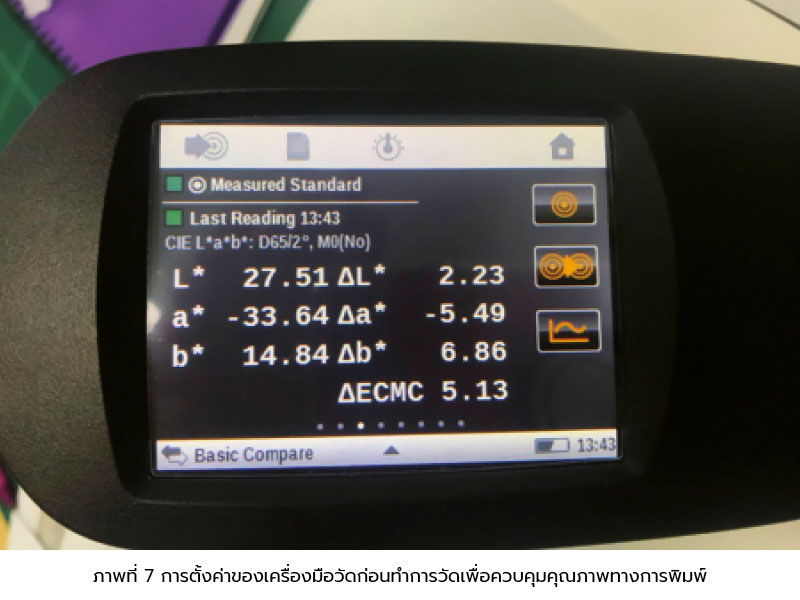
สำหรับการตรวจสอบและควบคุมค่าสีในการพิมพ์ ค่าสีที่นิยมใช้กัน คือ ค่าสีในโหมดซีแล็บ (CIE L*a*b*) ซึ่งเป็นการแสดงสีในรูปแบบ 3 มิติ โดยค่า L* จะเป็นแกนตั้ง แสดงถึงค่าความสว่างของสี โดยถูกกำหนดในตัวเลขที่ 0 – 100 ซึ่งค่า 0 คือ ไม่มีความสว่างของสี และค่า 100 คือ สีขาว ในค่า a* และ b* จะแสดงถึงสีสันต่างๆ และความอิ่มตัวของสี โดยถูกกำหนดในตัวเลขที่ -100 จนถึง 100 ซึ่งจะแสดงค่าสีที่แตกต่างกันไป สิ่งที่สำคัญในการวัดค่าสี คือ การปรับตั้งเครื่องมือวัดให้ถูกต้อง จากภาพที่ 7 จะแสดงให้เห็นว่า จะต้องมีการกำหนดค่าในการวัดต่างๆ ให้ถูกต้อง เช่น โหมดในการวัดสี (M0, M1, M2) แสงที่ใช้ในการวัด (D50, D65) เป็นต้น ซึ่งจะอธิบายเพิ่มเติมในตอนต่อไป ค่าต่าง ๆ ที่ต้องกำหนดในการวัด จะส่งผลต่อค่าสีที่วัดนั้นเอง หากปรับตั้งค่าต่างๆ ไม่ถูกต้อง อาจจะทำให้ค่าสีที่ได้ไม่ถูกต้อง ทำให้เกิดปัญหาในการสื่อสารระหว่างช่างพิมพ์และเจ้าของงานได้